Lazer Toz Boya Kürleme Nedir?
Lazerle kürleme, parça yüzeylerine elektrostatik olarak uygulanan toz kaplama parçacıklarını hızla jelleştirmek ve ardından kürlemek için yakın kızılötesi lazer kullanır. Erimiş partiküller, tipik olarak boyadan daha kalın, daha sert ve daha dayanıklı bir kaplama oluşturmak için çapraz bağlama olarak bilinen bir süreçte kimyasal olarak reaksiyona girer. Toz boyanın lazerle kürlenmesi, pürüzsüz, ince ve pürüzlü dokular, nehir damarları, kırışıklıklar ve harmanlanmış ve bağlı metalikler dahil olmak üzere çeşitli yaygın toz boya kaplamalarını mümkün kılar.
Geleneksel olarak, toz boyalar konveksiyon ısıtma veya kızılötesi lambalar kullanan endüstriyel fırınlarda kürlenir. Lazer prosesi, bu eski yöntemlerden iki ana açıdan önemli ölçüde farklıdır. İlk olarak, lazer kürleme, tüm parçayı ve fırın ortamını toplu olarak ısıtmak yerine yalnızca aydınlatılan alanları seçici olarak ısıtır. Bu, enerji verimliliğini önemli ölçüde artırır. İkincisi, ısıtma işleminin kendisi doğal olarak daha verimlidir ve gerekli kürleme süresini önemli ölçüde azaltır. Endüstriyel toz boya işlemleri için bu, proses verimini önemli ölçüde artırır.
Lazer Toz Boya Kürleme Nasıl Çalışır?
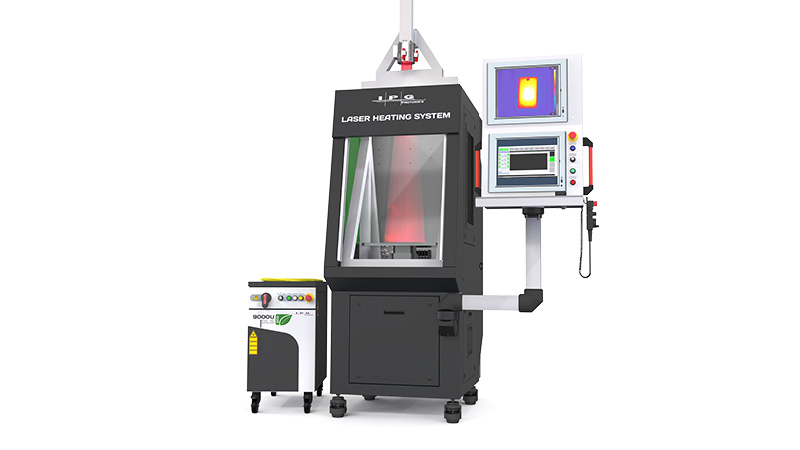
Bir lazer kürleme sisteminin temel konfigürasyonu şöyledir nispeten basit. Yüksek güçlü bir diyot lazer sisteminin çıkış ışını, optikler tarafından yeniden şekillendirilir ve yoğunluk olarak homojenleştirilir ve daha sonra sadece seçilen alanları ısıtmak için parça yüzeylerine yansıtılır.

Lazer kesim (solda) gibi lazer uygulamalarının çoğu, lazer enerjisini küçük bir noktaya odaklar. Lazerle kürleme durumunda (sağda), Özel optikler lazer enerjisini nispeten geniş bir alana yansıtır.
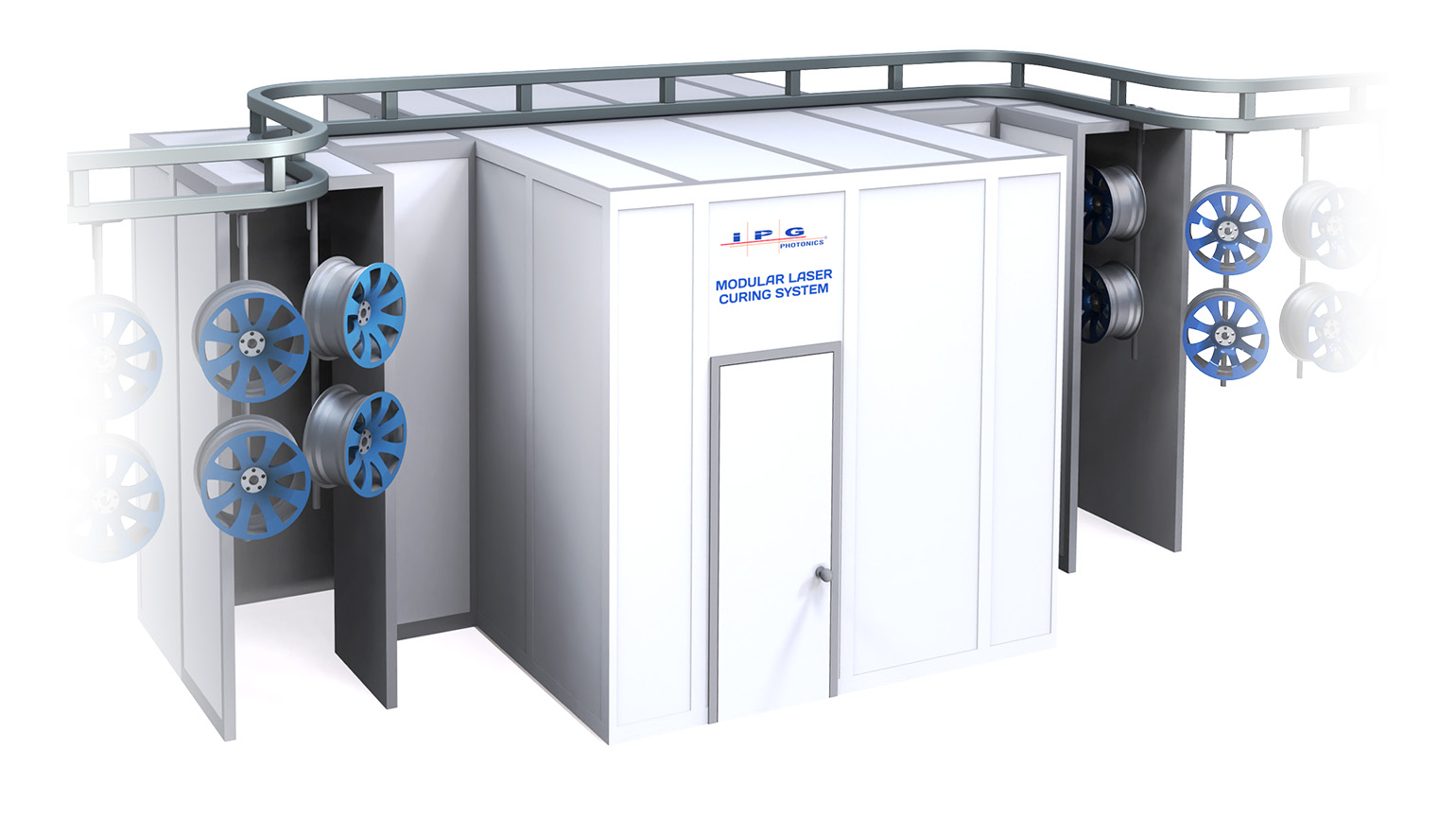
Lazerle kürleme sırasında kullanılan geniş alan lazer ışınları, her bir tarafta birkaç inç kadar küçük alanlardan genişlik ve çap olarak birkaç fit kadar büyük alanları kapsayacak şekilde şekil ve boyut olarak özelleştirilebilir. Işın konfigürasyonuna bağlı olarak tekil parçaların yanı sıra aynı anda birden fazla parçadan oluşan gruplar da aydınlatılabilir. Daha da geniş alanları aydınlatmak için ek lazer kaynakları kullanılabilir.
Daha büyük parçalar veya oldukça kavisli şekillere sahip olanlar için alternatif bir yaklaşım, lazer projeksiyon optiklerini bir robot koluna monte etmektir. Bu, ışının parçanın yüzeyi üzerinde hareket etmesini ve hatta açıyı değiştirmesini ve toz kaplamayı ilerledikçe kürlemesini sağlar.
Lazerle kürlemede yüksek güçlü diyot lazer sistemleri kullanılır çünkü bunlar bu uygulama için birkaç önemli avantaj sunar. İlk olarak, çıktıları kolayca düzgün bir yoğunluk dağılımına sahip dikdörtgen bir ışına (diğer ışın şekillerinin yanı sıra) dönüştürülebilir. Diğer lazerlerin çoğu tarafından üretilen keskin odaklı, yuvarlak Gauss yoğunluk profilli ışınlarla bunu başarmak daha zordur.
Ayrıca, diyot lazer sistemleri tüm lazer türleri arasında en yüksek elektrik verimliliğini sunar - genellikle %50'nin üzerinde. Ayrıca, diyot lazerler tarafından üretilen yakın kızılötesi dalga boyundaki ışık, kaplama yüzeyinin birkaç mikron altına nüfuz eder. Bu hacimsel ısıtma, enerjiyi toz boya katmanına hızla aktararak kürlenme sürecini hızlandırırken alttaki alt tabakayı ısıtmak için çok az enerji harcar. Diyot lazer işlemi toplu parça ısıtmasını önlediğinden, soğuma süresi büyük ölçüde azalır ve lazerlerin sıcaklığa duyarlı malzemeler üzerindeki kaplamaları kürlemesini sağlar.
Lazer Toz Boya Kürlemenin Avantajları
Lazerle kürleme, yüksek kaliteli sonuçları daha hızlı ve daha düşük maliyetlerle sunmak için eski yöntemlerin sınırlamalarının üstesinden gelen yenilikçi bir teknolojidir. Toz boyaların lazerle kürlenmesinin temel avantajları şunlardır:
Hız: Neredeyse-IR diyot lazerler hızlı, lokalize ısıtma sağlayarak toz kaplamaları sadece birkaç dakika içinde kürler. Kaplama jelleştikten sonra, alttaki malzeme hızla soğur. Buna kıyasla, geleneksel fırınların tüm parçayı eşit şekilde ısıtması, toz kaplamayı kürlemesi ve ardından tekrar soğutması için onlarca dakika gerekir.
Enerji Verimliliği: Lazer diyot kaynakları elektriksel olarak oldukça verimlidir ve neredeyse tüm enerjileri hedeflenen alana yönlendirilir. Lazer ışığı tozu seçici ve verimli bir şekilde ısıtır, parçayı ısıtmak için daha az enerji harcar ve fırın ortamını ısıtmak için neredeyse hiç enerji harcamaz.
Atık Isı Yok: Lazer kürleme sistemleri "soğuk" fırınlardır ve çevreleyen alana neredeyse hiç atık ısı yaymazlar, bu da tesis sıcaklık kontrol sistemlerine olan talebi azaltır.
Minimum Termal Stres: Lazer toz boya kürleme, plastik ve ahşap gibi ısıya duyarlı malzemeler ve ince metal özellikli hassas parçalar için uygundur.
Proses Kontrolü: Oda sıcaklığında çalışma, kaplama sıcaklığını artı veya eksi 1 santigrat dereceye kadar hassas bir şekilde kontrol etmek için termal kameralar gibi yerleşik metrolojinin kullanılmasını sağlar.
Çeviklik: Lazer fırınlar neredeyse anında başlatma/durdurma özelliklerine sahiptir, yani boşta kalma veya ısınma süreleri gerekmez. Ayrıca, lazer fırın kaplama yüzey sıcaklığını ısıtıp izlediği için hedef parçanın kütlesinin kaplama özellikleri üzerinde çok az etkisi vardır. Geleneksel bir kürleme fırınında, düşük kütleli bir parça, kusur veya kalite sorunları riski olmadan doğrudan yüksek kütleli bir parçanın yanında kürlenemez.
Küçük Ayak İzi: Bir lazer kürleme sistemi kompakttır ve işlediği parçaların alanından çok daha fazla yer kaplamaz. Ayrıca, prosesin kendisi de sürekli parça akışıyla uyumludur ve genel zemin alanı gereksinimlerini en aza indirir ve üretim verimini en üst düzeye çıkarır.
Düşük Sahip Olma Maliyeti: Azaltılmış enerji tüketimi, egzoz ısısının olmaması (aksi takdirde çevredeki üretim ortamını ısıtır) ve önemli ölçüde azaltılmış bakım giderleri sayesinde işletme maliyetleri düşürülür.
Düşük Karbon Ayak İzi: Doğal elektrik verimliliği, ekipmandan yayılan atık ısının ortadan kaldırılması ve sarf malzemesi eksikliği kombinasyonu, lazerle kürlemeyi daha çevreci ve daha sürdürülebilir bir süreç haline getirir.