What is Laser Powder Coat Curing?
Laser curing uses a near infrared laser to rapidly gel then cure electrostatically applied powder coating particles on part surfaces. The melted particles chemically react in a process known as crosslinking to form a coating which is typically thicker, harder, and more durable than paint. Laser curing of powder coat enables a variety of common powder coat finishes, including smooth, fine and rough textures, river veins, wrinkles, and blended and bonded metallics.
Traditionally, powder coatings have been cured in industrial ovens that utilize convection heating or infrared lamps. The laser process differs significantly from these legacy methods in two main aspects. First, laser curing selectively heats only the illuminated areas rather than bulk heating the entire part and oven environment. This significantly improves energy efficiency. Second, the heating process itself is inherently more efficient, dramatically reducing the required curing time. For industrial powder coating operations, this dramatically increases process throughput.
How Does Laser Powder Coat Curing Work?
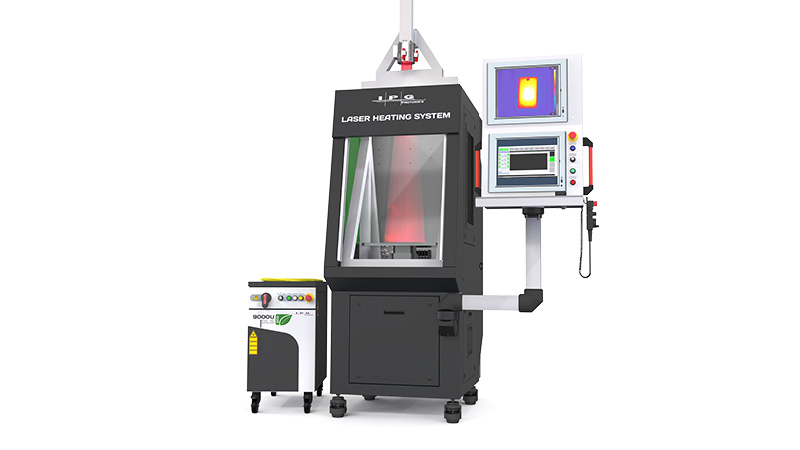
The basic configuration of a laser curing system is relatively simple. The output beam of a high-power diode laser system is reshaped and also homogenized in intensity by optics and then projected onto the part surface(s) to heat just the selected areas.

The majority of laser applications, such as laser cutting (left) focus laser energy into a small spot. In the case of laser curing (right), specialized optics project laser energy over a comparatively wide area.
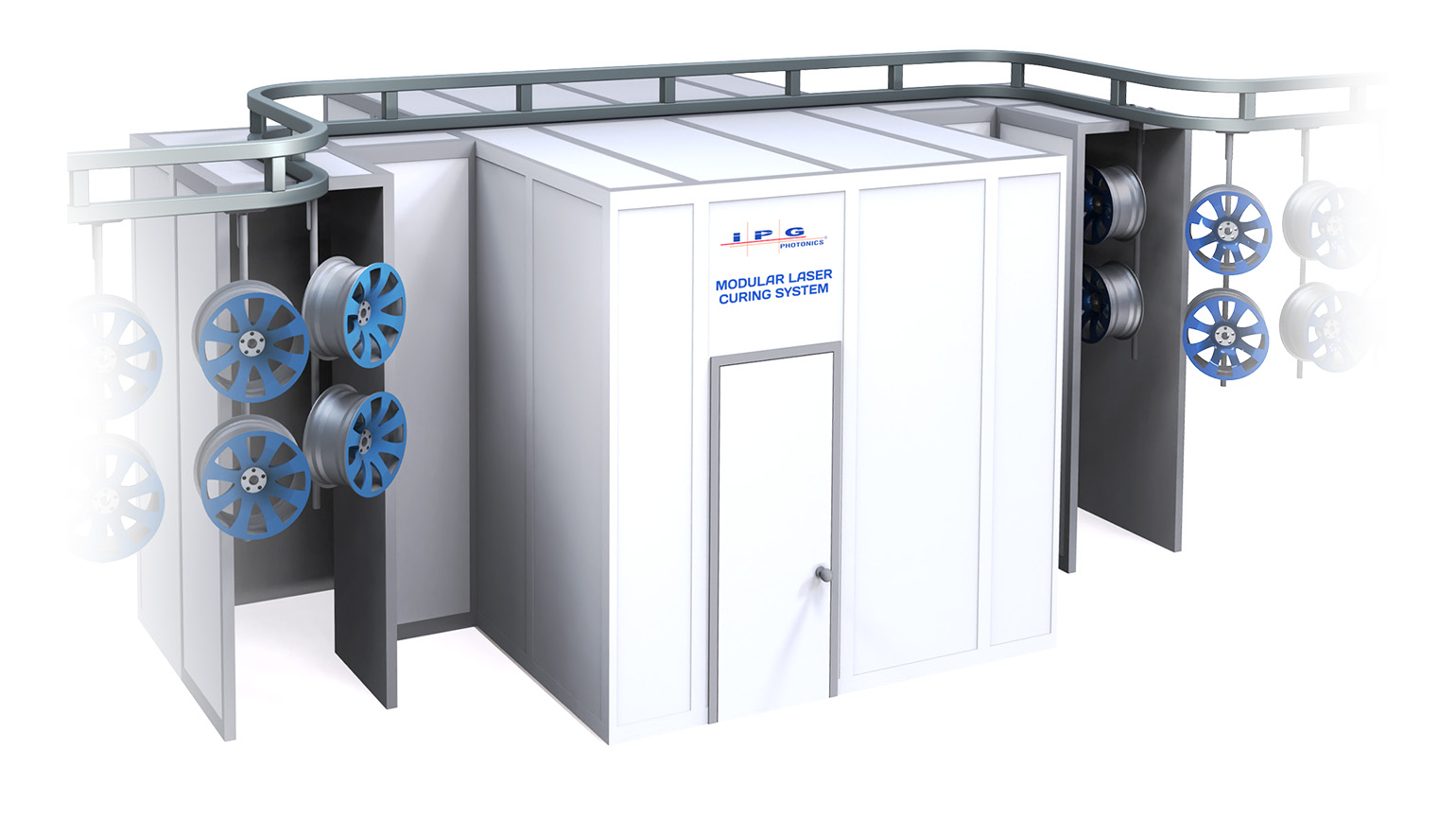
The wide area laser beams used during laser curing can be customized in shape and size to cover areas from as small as a few inches on each side to as large several feet in width and diameter. Singular parts can be illuminated as well as batches of multiple parts simultaneously, depending on the beam configuration. Additional laser sources can be used to illuminate even larger areas.
An alternative approach for larger parts, or those that have highly curved shapes, is to mount the laser projection optics on a robot arm. This enables the beam to travel over the part’s surface and even change angle, curing the powder coating as it goes.
Laser curing utilizes high-power diode laser systems because these offer several key advantages for this application. First, their output can be readily converted into a rectangular beam (among other beam shapes) with a uniform intensity distribution. This is more difficult to accomplish with the sharply focused, round Gaussian intensity profile beams produced by most other lasers.
Next, diode laser systems offer the highest electrical efficiency of any laser type – often over 50%. Plus, the near infrared wavelength light produced by diode lasers penetrates a few microns beneath the coating surface. This volumetric heating rapidly transfers energy into the powder coat layer which speeds up the curing process while wasting little energy heating the underlying substrate. Because the diode laser process avoids bulk part heating, the cool down time is greatly reduced, enabling lasers to cure coatings on temperature sensitive materials.
Advantages of Laser Powder Coat Curing
Laser curing is an innovative technology that overcomes the limitations of older methods to deliver high-quality results faster and at lower costs. The key advantages of laser curing of powder coats include:
Speed: Near-IR diode lasers deliver fast, localized heating, curing powder coatings in just a couple minutes. Once the coating has gelled, the underlying material cools down rapidly. By comparison, conventional ovens require tens of minutes to heat the entire part uniformly, cure the powder coating, and then cool back down.
Energy Efficiency: Laser diode sources are highly electrically efficient, and virtually all their energy is directed into the targeted area. The laser light selectively and efficiently heats the powder, wasting less energy heating the part and virtually no energy heating the oven environment.
No Waste Heat: Laser curing systems are “cold” ovens that radiate virtually no waste heat into the surrounding space, reducing the demands on facility temperature control systems.
Minimal Thermal Stress: Laser powder coat curing is suitable for heat-sensitive materials like plastic and wood and for delicate parts with thin metal features.
Process Control: Room temperature operation enables the use of onboard metrology, like thermal cameras, to precisely control coating temperature to plus or minus 1 degree Celsius.
Agility: Laser ovens have near instant start/stop capabilities, meaning there are no idle or warm up periods required. Additionally, the mass of the target part has little effect on the coating properties as the laser oven heats and monitors the coating surface temperature. In a conventional curing oven, a low mass part cannot be cured directly beside a high mass part without risking defects or quality issues.
Small Footprint: A laser curing system is compact and doesn’t occupy much more floor space than the area of the parts it processes. Furthermore, the process itself is compatible with continuous part flow to minimize overall floor space requirements and maximize production throughput.
Low Cost-of-Ownership: Operating costs are lowered through reduced energy consumption, the absence of exhaust heat (which otherwise warms the surrounding production environment), and substantially reduced maintenance expenses.
Low Carbon Footprint: The combination of inherent electrical efficiency, elimination of waste heat radiated from the equipment, and lack of consumables all make laser curing a greener, more sustainable process.